

 Фитинги прямые
Фитинги прямые Фитинги угловые
Фитинги угловые Коллекторы и разветвители
Коллекторы и разветвители Пневмоглушители
Пневмоглушители Пневмофитинги с краном / дросселем
Пневмофитинги с краном / дросселем Дроссели с наружной резьбой серии SL
Дроссели с наружной резьбой серии SL
 Комбинации блоков подготовки воздуха
Комбинации блоков подготовки воздуха Маслораспылители
Маслораспылители Регуляторы давления
Регуляторы давления Фильтры-регуляторы
Фильтры-регуляторы
 Принадлежности для пневмоцилиндров
Принадлежности для пневмоцилиндров Круглые пневмоцилиндры
Круглые пневмоцилиндры
 Распределители с механическим и ручным управлением
Распределители с механическим и ручным управлением Пневмопедали
Пневмопедали Распределители с электро и пневмоуправлением
Распределители с электро и пневмоуправлением Распределители 2/2 ходовые
Распределители 2/2 ходовые Распределители 3/2 ходовые
Распределители 3/2 ходовые Распределители 5/2 ходовые
Распределители 5/2 ходовые Пневмоострова
Пневмоострова
 Полиамидные трубки
Полиамидные трубки Полиуретановые трубки
Полиуретановые трубки
 Латунные электромагнитные клапаны
Латунные электромагнитные клапаны
Примеры применения пневмоавтоматики: 30+ реальных кейсов из промышленности
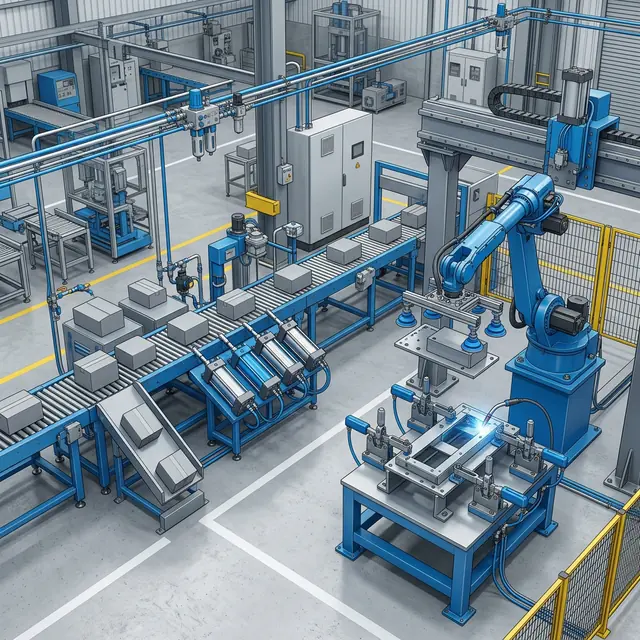
Пневмоавтоматика управляет конвейерами, зажимами, захватами и клапанами на 80 % промышленных предприятий мира. Но когда инженер впервые проектирует линию, он сталкивается с вопросом: «Какие компоненты выбрать именно под мою задачу?»
В этой статье — более 30 реальных примеров из упаковки, сварки, пищевого производства, деревообработки, логистики и фармацевтики. Для каждого случая указаны конкретные компоненты, тип управления и рабочий такт. Используйте её как справочник при проектировании.
⚠ Важно: все примеры предполагают рабочее давление 5–6 бар и наличие блока подготовки воздуха ФРЛ на входе в систему.
1. Моностабильная и бистабильная логика: напоминание
Выбор типа пневмораспределителя 5/2 определяется тем, что должно произойти с цилиндром при пропадании сигнала.
| Параметр | Моностабильный (пружинный возврат) | Бистабильный (два импульса) |
|---|---|---|
| Возврат при отключении | Автоматический — пружина | Остаётся на месте |
| Безопасность | Предсказуемое возвращение | Удержание позиции без тока |
| Типичное применение | Подача, толкание, отсечка | Зажим, фиксация, блокировка |
| Расход воздуха | Выше (на каждый цикл «подал-вернул») | Ниже (одна подача на переключение) |
✓ Совет: если деталь не должна упасть при аварийном отключении — используйте бистабильный распределитель. Во всех остальных случаях предпочтительнее моностабильный.
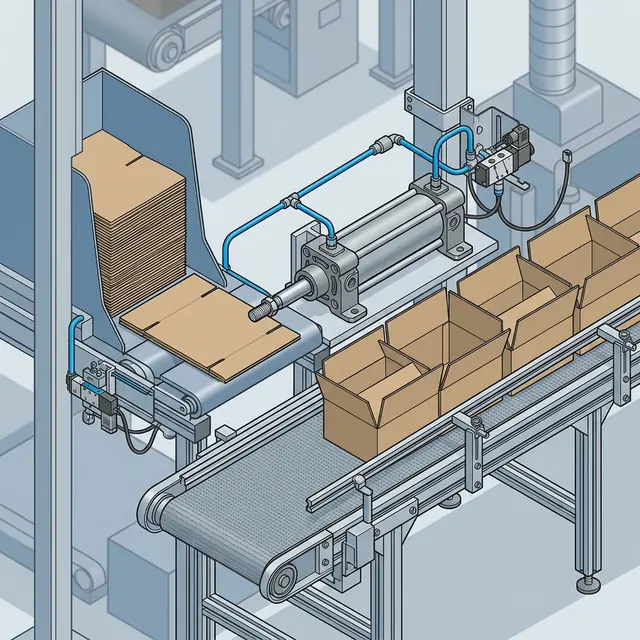
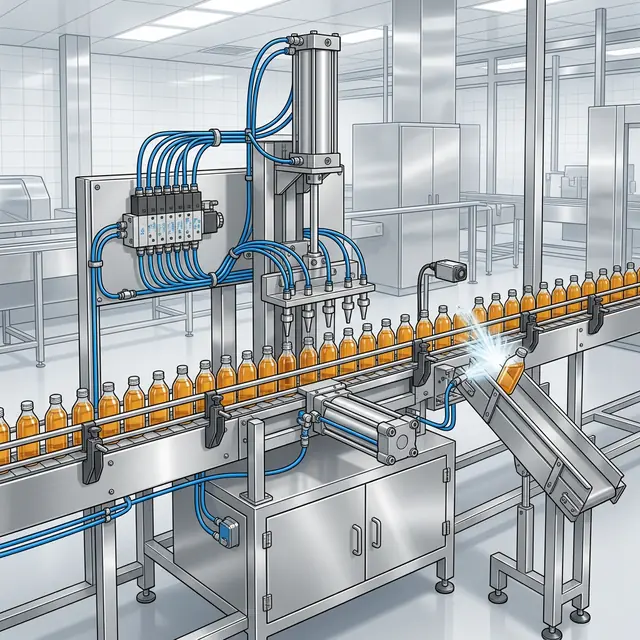
2. Упаковка и фасовка — 6 примеров
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 1 | Подача картонной заготовки на конвейер | Цилиндр с 5/2 моностабильным: подал → вернулся пружиной → ждёт следующую заготовку | Цилиндр ISO 15552 ∅32, распределитель 5/2, дроссель с обратным клапаном | 0,5–2 сек |
| 2 | Запечатывание пакета термосваркой | Цилиндр прижимает нагретую планку, моностабильный: прижал → выдержка → отвёл | Цилиндр ∅40, таймер пневматический, распределитель 5/2 с соленоидом 24VDC | 1–3 сек |
| 3 | Отсечка потока продукции на конвейере | Стопор: цилиндр выдвигается поперёк ленты, моностабильный | Компактный цилиндр ISO 21287 ∅25, датчик положения для подтверждения | 0,3–0,5 сек |
| 4 | Укладка готового изделия в тару | 2-осевой портал: горизонтальный + вертикальный цилиндры, вакуумная присоска для захвата | 2× цилиндр, эжектор + присоска, 2× распределитель 5/2 | 2–4 сек |
| 5 | Нанесение этикетки (аппликатор) | Цилиндр прижимает этикетку к продукту, моностабильный, ход 30–50 мм | Цилиндр ∅20, 5/2 моностабильный, регулятор давления | 0,5–1 сек |
| 6 | Подача гофрокороба на паллетайзер | Толкатель с длинноходовым цилиндром, ход до 500 мм | Цилиндр ∅63, ход 500, 5/2 с электромагнитом, дроссели на обе линии | 2–5 сек |
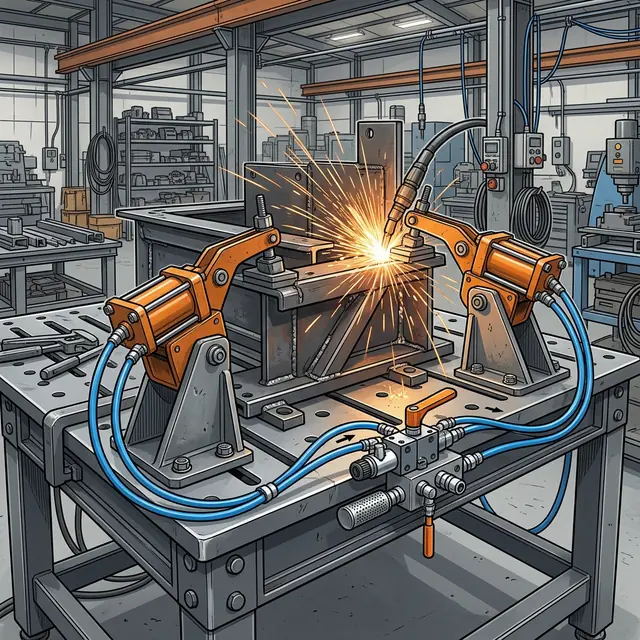
3. Металлообработка и сварка — 6 примеров
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 7 | Зажим детали в сварочном кондукторе | 5/2 бистабильный: зажал → удерживает без электричества → разжал по импульсу после сварки. При аварии деталь не выпадет | Силовой цилиндр ∅80, 5/2 бистабильный, расчёт усилия под массу детали | 1–2 сек (зажим) |
| 8 | Подъём заготовки на штамповочный пресс | Цилиндр-подъёмник с клапаном плавного пуска для безопасного старта | Цилиндр ∅100, soft-start, 5/2, предохранительный клапан | 3–5 сек |
| 9 | Отрезка прутка на автомате | Быстрый рез: моностабильный 5/2, скорость до 0,2 сек на ход 20 мм | Цилиндр ∅50 с ножом, быстрый выхлоп, датчик | 0,2–0,5 сек |
| 10 | Позиционирование детали для лазерной резки | 2 соосных цилиндра точно выставляют заготовку по координатам | 2× цилиндр с позиционером, датчики Холла | 1–3 сек |
| 11 | Выдув стружки из зоны обработки | Импульсная продувка через распределитель 3/2 по команде ЧПУ | 3/2 клапан с соленоидом, сопло-раструб, глушитель | 0,5–1 сек |
| 12 | Привод поворотного стола на 90° | Пневматический поворотный привод (rack&pinion) с демпферами на концах хода | Поворотный привод, 5/2, дроссели, демпферы | 1–2 сек |
4. Пищевое производство — 5 примеров
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 13 | Разделительный клапан на линии подачи жидкого продукта | 5/2 из нержавеющей стали с уплотнениями FKM (Viton) для стойкости к агрессивной мойке CIP | Распределитель AISI 316, уплотнения FKM, фитинги с молочной резьбой | — |
| 14 | Дозирование сыпучего продукта (мука, сахар) | Сегментный затвор с пневмоприводом, управление по весовому сигналу | Поворотный привод, 5/2, весовой контроллер | 2–5 сек |
| 15 | Формовка тестовых заготовок | Цилиндр опускает матрицу-пресс, моностабильный | Цилиндр ∅80 из нерж., дроссели, 5/2 24VDC | 1–2 сек |
| 16 | Отбраковка на конвейере (reject-система) | Воздушный выстрел через сопло сдувает бракованное изделие, 3/2 моностабильный | 3/2 быстродействующий, сопло, ФРЛ с тонкой фильтрацией (5 мкм) | 50–100 мс |
| 17 | Мойка оборудования: пневматическая заслонка на сливе | Цилиндр ISO 15552 открывает/закрывает заслонку, уплотнения EPDM | Цилиндр из нерж. стали, 5/2, концевые датчики | 3–5 сек |
⚠ Внимание: в пищевой и фармацевтической промышленности обязательно используйте цилиндры и фитинги из нержавеющей стали AISI 304/316 с уплотнениями FKM или EPDM. Стандартные цинковые компоненты не пройдут сертификацию.
5. Деревообработка — 4 примера
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 18 | Прижим заготовки на форматно-раскроечном станке | Вертикальный цилиндр прижимает лист, 5/2 бистабильный удерживает при пиле | Цилиндр ∅50, 5/2 бистабильный, датчик | 0,5–1 сек |
| 19 | Толкатель готовой доски на штабелёр | Длинноходовый цилиндр (ход 800 мм), моностабильный | Цилиндр ∅63, 5/2, дроссели, направляющие | 3–6 сек |
| 20 | Пневматический упор для автоматической системы раскроя | Компактный цилиндр выдвигает упор на программируемую позицию | Цилиндр ISO 21287, позиционер, ПЛК | 1–2 сек |
| 21 | Отсос древесной пыли через пневмозаслонку | Заслонка на вытяжном патрубке открывается только при работе станка | Цилиндр ∅40, 3/2 моностабильный, реле от станка | 0,5 сек |
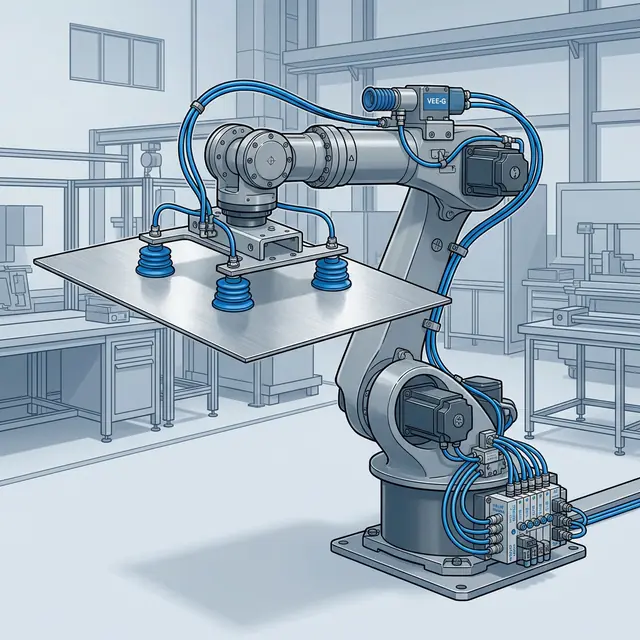
6. Робототехника и захват — 4 примера
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 22 | Захват детали промышленным роботом (вакуум) | 5/2 + вакуумный эжектор через 3/2 — работают синхронно по программе ПЛК | Эжектор, присоска (NBR/силикон), 5/2 + 3/2, пневмоостров | 0,5–2 сек |
| 23 | Пневматический схват (параллельные губки) | Пневмозахват с параллельным перемещением губок, 5/2 моностабильный | Пневмосхват, 5/2, датчики «схвачено / пусто» | 0,3–0,8 сек |
| 24 | Поворот детали на 180° (кантователь) | Поворотный привод с двумя фиксированными позициями | Привод rack&pinion, 5/2 бистабильный, демпферы | 0,5–1,5 сек |
| 25 | Смена захватного органа (quick-change) | Пневматический замок на фланце робота: разблокировал → сменил → заблокировал | Пневмозамок, 5/2 бистабильный, датчики блокировки | 2–3 сек |
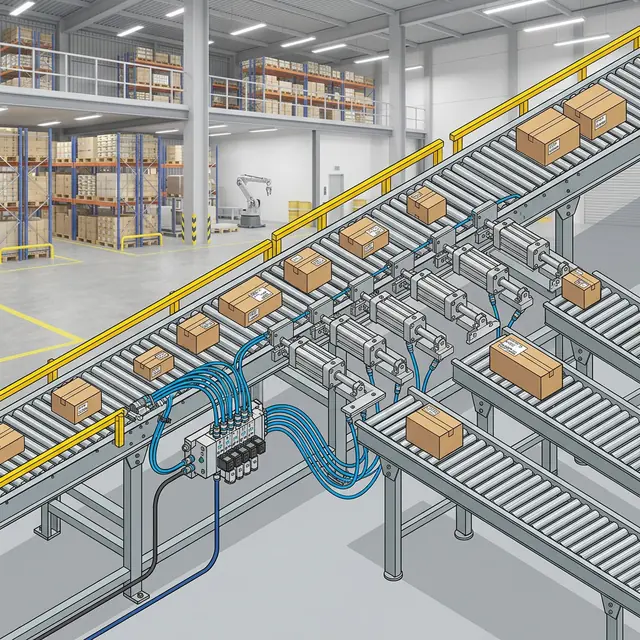
7. Складская логистика — 3 примера
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 26 | Сортировка посылок по направлениям (Sorter) | Линейка цилиндров-толкателей по бокам конвейера, каждый с 5/2 моностабильным | Компактные цилиндры ∅25, пневмоостров на 8–16 станций | 0,3–0,5 сек |
| 27 | Подъём груза на второй ярус стеллажа | Пневматический подъёмник (цилиндр ∅200, ход 1200 мм) | Силовой цилиндр, soft-start, расчёт усилия, дроссели | 5–10 сек |
| 28 | Фиксация паллеты на роликовом конвейере | Пневмостоп выдвигается снизу, блокирует ролик, моностабильный | Стопорный цилиндр ∅32, 5/2, фотодатчик | 0,3 сек |
8. Фармацевтика, медицина и косметика — 3 примера
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 29 | Дозирование жидкости в ампулу | Микроцилиндр приводит дозирующий поршень с точностью ±0,5% | Цилиндр ∅16 из AISI 316, пропорциональный регулятор | 0,5–1 сек |
| 30 | Закручивание крышки на флакон | Пневматический шпиндель с настраиваемым крутящим моментом | Поворотный модуль, 5/2, регулятор давления, датчик момента | 1–2 сек |
| 31 | Прижим таблетки для нанесения маркировки | Микроцилиндр фиксирует таблетку, лазер наносит код, моностабильный | Миницилиндр ∅10, 3/2, вакуумная фиксация через эжектор | 0,3–0,5 сек |
9. Автомобильная промышленность — 4 примера
| № | Задача | Решение | Ключевые компоненты | Такт |
|---|---|---|---|---|
| 32 | Установка ветрового стекла с вакуумным захватом | Портальный робот с вакуумной рамой (8 присосок), управление через пневмоостров | 8× присоска, 2× эжектор, пневмоостров, ПЛК | 10–15 сек |
| 33 | Затяжка болтов подвески (пневматический гайковёрт) | Ударный пневмоинструмент с подачей через ФРЛ с лубрикатором | Гайковёрт 1/2″, ФРЛ с масляным туманом, шланг ∅10 | 3–5 сек/болт |
| 34 | Контроль герметичности картера двигателя | Пневматическое уплотнение прижимается к детали, подаётся давление, измеряется утечка | Цилиндры зажима, регулятор, датчик перепада давления | 15–30 сек |
| 35 | Клеевое нанесение герметика на кузов | Пневматический пистолет-аппликатор с пропорциональным управлением расходом | Пневмопривод дозатора, пропорциональный клапан, робот | непрерывно |
10. Текстиль, стекло, электроника — ещё 5 примеров
| № | Отрасль | Задача | Решение и компоненты |
|---|---|---|---|
| 36 | Текстиль | Обрезка нити на ткацком станке | Миницилиндр ∅12 с ножом, 3/2 от ПЛК, такт 100 мс |
| 37 | Текстиль | Натяжение рулона ткани | Танцующий ролик на цилиндре, пропорциональный регулятор давления |
| 38 | Стекло | Перемещение стеклянного листа вакуумом | Большие присоски (∅120), эжекторы высокой производительности, вакуумная техника |
| 39 | Электроника | Установка чипа на плату (pick&place) | Миницилиндр ∅8, микроприсоска, прецизионный 3/2, такт 200 мс |
| 40 | Электроника | Тестирование PCB (bed-of-nails) | Большой цилиндр опускает плату на контактную матрицу, 5/2 бистабильный |
11. Сводная таблица: «Задача → Тип распределителя»
Быстрая шпаргалка для проектировщика:
| Тип задачи | Рекомендуемый распределитель | Почему |
|---|---|---|
| Подача / толкание / отсечка | 5/2 моностабильный | Автовозврат пружиной — предсказуемость |
| Зажим / фиксация / блокировка | 5/2 бистабильный | Удержание позиции без тока |
| Вакуумный захват (ON/OFF) | 3/2 моностабильный | Простое включение/отключение эжектора |
| Продувка / обдув | 3/2 моностабильный | Импульс воздуха по команде |
| Точное позиционирование | 5/3 с закрытым центром + позиционер | Остановка в промежуточной точке |
| Аварийный сброс давления | 5/2 моностабильный + soft-start | Безопасность: плавный пуск |
| Многостанционное управление (8+ цилиндров) | Пневмоостров | Экономия проводки и монтажа |
12. Чек-лист: как выбрать пневмосхему под свою задачу
- Определите тип движения: линейное (цилиндр), вращательное (поворотный привод) или захват (схват/вакуум).
- Рассчитайте усилие: масса детали × коэффициент безопасности 1,5. Онлайн-калькулятор.
- Выберите логику: моно- или бистабильная (см. таблицу выше).
- Подберите ход цилиндра: длина перемещения + 10 мм запас.
- Учтите среду: пищевка → нержавейка + FKM; агрессивная химия → PTFE; обычный цех → стандарт.
- Добавьте подготовку воздуха: ФРЛ-блок на входе — обязательно.
- Установите дроссели: дросселирование на выхлопе для плавности хода.
- Предусмотрите датчики: датчики положения для обратной связи в ПЛК.
✓ Совет: при числе цилиндров более 6 рассмотрите установку пневмоострова — сэкономите до 40% на проводке и монтаже.
13. Частые вопросы (FAQ)
Какой пневмоцилиндр выбрать для упаковочной линии?
Для стандартных упаковочных операций (подача, нанесение этикетки, отсечка) оптимален компактный цилиндр ISO 21287 диаметром 20–32 мм с моностабильным распределителем 5/2. Такт — от 0,3 до 2 секунд.
Почему на сварочном кондукторе используют бистабильный распределитель?
Бистабильный 5/2 удерживает зажим в закрытом положении без электрического сигнала. При аварийном отключении электричества деталь остаётся зажатой — это критично для сварочных операций, где деталь может весить десятки килограммов.
Можно ли использовать стандартные пневмокомпоненты в пищевой промышленности?
Нет. Для пищевого производства нужны цилиндры и фитинги из нержавеющей стали AISI 304/316 с уплотнениями из FKM (Viton) или EPDM. Стандартные цинковые и латунные компоненты не выдерживают агрессивную мойку CIP и не допускаются по нормам пищевой безопасности.
Сколько пневмоцилиндров можно подключить к одному пневмоострову?
Стандартные пневмоострова выпускаются на 4, 8, 12, 16 и даже 32 станции. Каждая станция управляет одним цилиндром или группой. Выбирайте с запасом 20–30% на будущее расширение.
Как уменьшить шум пневматики в цехе?
Установите пневматические глушители на выхлопные порты распределителей. Глушитель из спечённой бронзы снижает уровень шума на 20–35 дБ без заметного влияния на скорость работы цилиндра.
Какой тип управления распределителем выбрать: электромагнитный или пневматический?
Электромагнитный (соленоидный) 24VDC — универсальный стандарт для 95% задач промышленной автоматизации. Пневматическое (пилотное) управление используется во взрывоопасных зонах (Ex), где любая электрическая искра недопустима.
Заключение
Пневмоавтоматика — универсальный инструмент, который работает везде: от высокоскоростной упаковки на 50 циклов в минуту до хирургически точного дозирования в фармацевтике. Ключ к надёжной работе — правильный выбор компонентов под конкретную задачу.
Используйте примеры из этой статьи как отправную точку: определите отрасль, тип движения и логику управления. Затем рассчитайте усилие, подберите трубки и фитинги, предусмотрите подготовку воздуха — и ваша система будет работать десятилетиями.
 Распределители 2/2 ходовые
Распределители 2/2 ходовые
 Фитинги прямые
Фитинги прямые
